摘 要:介绍金属氧气切割原理及切割燃气种类。针对天然气作为切割燃气存在的局限性,提出加注催化剂提高切割速率的解决方法,对催化剂加注工艺、使用效果及优势进行了分析。
关键词:金属氧气切割; 切割燃气; 天然气; 催化剂
Limitation and Solution in Using Natural Gas for Oxygen Cutting of Metals
Abstract:The principle of oxygen cutting of metals and types of cutting gases are introduced.For the limitation of using natural gas as cutting gas,the solution of the filling catalyst to improve cutting speed is proposed.The process of filling catalyst,use effect and advantages are analyzed.
Keywords:oxygen cutting of metals;cutting gas;natural gas;catalyst
1 金属氧气切割原理
金属氧气切割是利用气体火焰(可以是氧-乙炔火焰、氧-丙烷火焰、氧-天然气火焰)将钢件(低碳钢、中碳钢、低合金钢及钛等)切割处预热至一定温度(金属燃点),然后用高速切割氧气流(氧的纯度大于99%)使切割部位燃烧,从而实现切割的一种方法。因此,金属氧气切割过程实质是金属在氧中的燃烧过程,而不是熔化过程。切割燃气(指乙炔、丙烷、天然气等)在切割过程中的作用是为钢件切割提供热量,随着切割过程的进行,金属与氧气燃烧反应放出大量的热,可进一步提高切割部位的温度,促进金属切割连续进行。
以切割燃气为乙炔为例,介绍金属氧气切割过程为[1]:利用氧-乙炔火焰(氧-乙炔混合气由割炬混合气管经割嘴环形外嘴喷出)将钢件切割处预热到金属燃点。然后打开高压氧气阀,高速切割氧气流由割炬高压氧气管经割嘴内嘴喷出,使已预热的部位燃烧,生成的金属氧化物(熔渣)最终被高速切割氧气流吹走。
2 切割燃气种类
①乙炔
1903年,法国科学家皮尔卡将乙炔(C2H2)运用到金属切割和焊接,很快就成为金属氧气焊割领域的主要切割燃气。20世纪90年代以前,我国的切割燃气一直以乙炔为主。
优点:氧-乙炔氧化焰的最高温度约3500℃,高于目前其他常用切割燃气。用于金属切割时预热时间短,切割速度也非常理想。对于25mm厚普通低碳钢板,切割速度可达到450mm/min以上。
缺点:乙炔生产能耗高,污染严重。易爆炸,安全性低。价格高,经济性差。
②丙烷
丙烷(C3H8)是石油化工工业的副产品,也是新兴切割燃气的代表,其来源丰富,价格低廉,燃烧对环境无污染,是乙炔的替代品。
优点:价格低,经济效益较好,切割成本比乙炔低25%~30%。
缺点:氧-丙烷氧化焰的最高温度比氧-乙炔火焰低,约2753℃。对于25mm厚普通低碳钢板,切割速度一般为380mm/min。易爆炸,安全性低。
③天然气
优点:相对安全:着火温度为540℃,着火温度比乙炔、丙烷高,遇到炽热金属不易被点燃;天然气的爆炸极限(体积分数)为5%~15%,密度为0.74~0.76kg/m3,泄漏后不易积聚成爆炸性气体。使用方便:切割燃气若采用管道天然气,则不涉及储存问题。
缺点:切割速度慢,氧-天然气氧化焰的最高温度约2711℃,对于18mm厚普通低碳钢板,切割速度一般为120~150mm/min,远达不到切割工艺的最低要求。经济性差,由于天然气热值低,切割速度慢,天然气耗量较高,由此导致耗氧量上升,条件相同情况下,总使用成本超过丙烷。
3 天然气作为切割燃气的工艺改进
3.1 改进方向
在实际金属切割过程中,我们用红外测温仪对氧-天然气火焰温度进行测量,最高温度无法达到2711℃,仅为2000℃左右。由金属氧气切割原理可知,提高氧-天然气火焰温度,是加快切割速度的途径之一。当天然气作为切割燃气时,可在氧气流中加入铁粉,铁粉在氧-天然气火焰中发生剧烈的氧化反应,放出大量的热量,进而提高火焰温度。但这种方法的工艺复杂,导致切割成本大幅提高,常规金属切割领域难以大规模推广。因此,我们只能从加速氧与铁的燃烧反应入手,加快切割速度。
氧与铁的燃烧反应是一种典型的氧化反应,反应速度与反应物的浓度、温度以及是否添加催化剂有关。催化剂是一种能够改变反应的速率而不改变化学平衡的物质。在金属切割过程中,除氧与天然气燃烧放热外,使金属切割过程得以持续进行的热量还来自氧与铁的燃烧反应热。催化剂的存在,加速了氧与铁的燃烧反应,放热速率加快,切割速度得到大幅提高[2]。
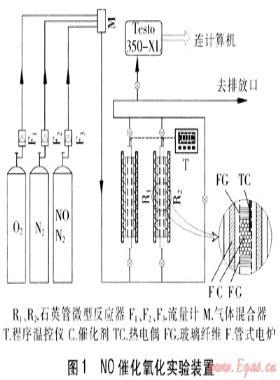
目前,市场上出现了一种名为先锋的催化剂(以下简称为VAN催化剂)。VAN催化剂加注工艺流程见图1。管道天然气经过调压计量后与VAN催化剂在混合器内进行充分混合,然后作为切割燃气供切割设备使用。计算机控制系统根据调压计量装置反馈的流量信号,控制VAN催化剂输送泵的转速,进而调节进入混合器内的VAN催化剂流量。燃气调压计量装置、VAN输送泵均设置成1用1备。

3.2 使用效果
为了分析VAN催化剂能否加速氧与铁的燃烧反应,从而加快切割速度,2008年7月我们在安徽芜湖新联船厂备料车间进行了试验。试验切割设备为数控火焰切割机,切割燃气分别采用乙炔、丙烷、12T天然气、添加VAN.催化剂的天然气,测温仪器采用红外测温仪,切割对象为25mm厚普通低碳钢板,切割燃气压力为0.05MPa。4种切割燃气的切割效果见表1。

由表1可知,采用添加VAN催化剂的天然气作为切割燃气时,切割速度比单纯采用天然气时大幅提高,达到甚至超过乙炔,且切割面平整。由温度测量结果可知,与未添加VAN催化剂相比,氧-天然气火焰温度仅略有提高。这表明添加VAN催化剂后,氧与铁的燃烧反应速度得到提高。
3.3 优势
①经济优势
我们在安徽芜湖、安徽铜陵、江苏常州等地分别进行了大量切割对比试验,选取在南车集团铜陵厂进行的切割试验结果,进行经济性分析。切割对象为25mm厚Q235A钢板,切割长度为440m。天然气价格为3.6元/m3,1m3天然气添加VAN催化剂的成本为4.5元。采用3种切割燃气的经济性比较见表2。由表2可知,与乙炔、丙烷相比,采用添加VAN催化剂的天然气的单位切割长度切割成本可分别节省0.41、0.17元/m。

②其他优势
目前,作为切割燃气的乙炔基本为溶解乙炔,相关标准规范要求,瓶装溶解乙炔必须保留余量,不得用尽。丙烷类切割燃气,在冬季温度较低时(特别是户外作业),因气化困难,也难免留有残液,造成浪费。当天然气作为切割燃气时,无论采用管道天然气,还是压缩天然气、液化天然气,均可实现无残留。
根据安全生产标准化管理的需要,乙炔、丙烷钢瓶必须集中放置、统一管理,并使用汇流排向工作点供气。若采用添加VAN催化剂的管道天然气作为切割燃气,VAN催化剂加注装置的占地面积仪为6m2,相比乙炔、丙烷解决了占地面积大的问题。
4 结论
采用天然气作为切割燃气时,添加VAN催化剂可提高切割速度,大幅节省燃料费用,VAN催化剂加注装置的占地面积也比较小。
参考文献:
[1]梁桂芳.切割技术手册[M].北京:机械工业出版社,1997:25-77.
[2]崔梅生,杨东,何柱生,等.催化材料对甲烷燃烧的催化作用[J].中国稀土学报,2004(5):15-18.
本文作者:陈允
作者单位:合肥燃气集团有限公司
您可以选择一种方式赞助本站

支付宝转账赞助

微信转账赞助